

 English
English  Esperanto
Esperanto Afrikaans
Afrikaans Català
Català שפה עברית
שפה עברית Cymraeg
Cymraeg Galego
Galego Latviešu
Latviešu icelandic
icelandic ייִדיש
ייִדיש беларускі
беларускі Hrvatski
Hrvatski Kreyòl ayisyen
Kreyòl ayisyen Shqiptar
Shqiptar Malti
Malti lugha ya Kiswahili
lugha ya Kiswahili አማርኛ
አማርኛ Bosanski
Bosanski Frysk
Frysk ភាសាខ្មែរ
ភាសាខ្មែរ ქართული
ქართული ગુજરાતી
ગુજરાતી Hausa
Hausa Кыргыз тили
Кыргыз тили ಕನ್ನಡ
ಕನ್ನಡ Corsa
Corsa Kurdî
Kurdî മലയാളം
മലയാളം Maori
Maori Монгол хэл
Монгол хэл Hmong
Hmong IsiXhosa
IsiXhosa Zulu
Zulu Punjabi
Punjabi پښتو
پښتو Chichewa
Chichewa Samoa
Samoa Sesotho
Sesotho සිංහල
සිංහල Gàidhlig
Gàidhlig Cebuano
Cebuano Somali
Somali Тоҷикӣ
Тоҷикӣ O'zbek
O'zbek Hawaiian
Hawaiian سنڌي
سنڌي Shinra
Shinra Հայերեն
Հայերեն Igbo
Igbo Sundanese
Sundanese Lëtzebuergesch
Lëtzebuergesch Malagasy
Malagasy Yoruba
Yoruba অসমীয়া
অসমীয়া ଓଡିଆ
ଓଡିଆ Español
Español Português
Português русский
русский Français
Français 日本語
日本語 Deutsch
Deutsch tiếng Việt
tiếng Việt Italiano
Italiano Nederlands
Nederlands ภาษาไทย
ภาษาไทย- Polski
 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা ভাষার
বাংলা ভাষার Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türkçe
Türkçe Gaeilge
Gaeilge العربية
العربية Indonesia
Indonesia Norsk
Norsk تمل
تمل český
český ελληνικά
ελληνικά український
український Javanese
Javanese فارسی
فارسی தமிழ்
தமிழ் తెలుగు
తెలుగు नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine Қазақша
Қазақша Euskal
Euskal Azərbaycan
Azərbaycan Slovenský jazyk
Slovenský jazyk Македонски
Македонски Lietuvos
Lietuvos Eesti Keel
Eesti Keel Română
Română Slovenski
Slovenski मराठी
मराठी Srpski језик
Srpski језик

Dom
>
Produkty > Maszyna do produkcji bloków QGM
> Maszyna blokowa serii ZN
>
Maszyna do produkcji bloczków betonowych ZN1000C
Produkty






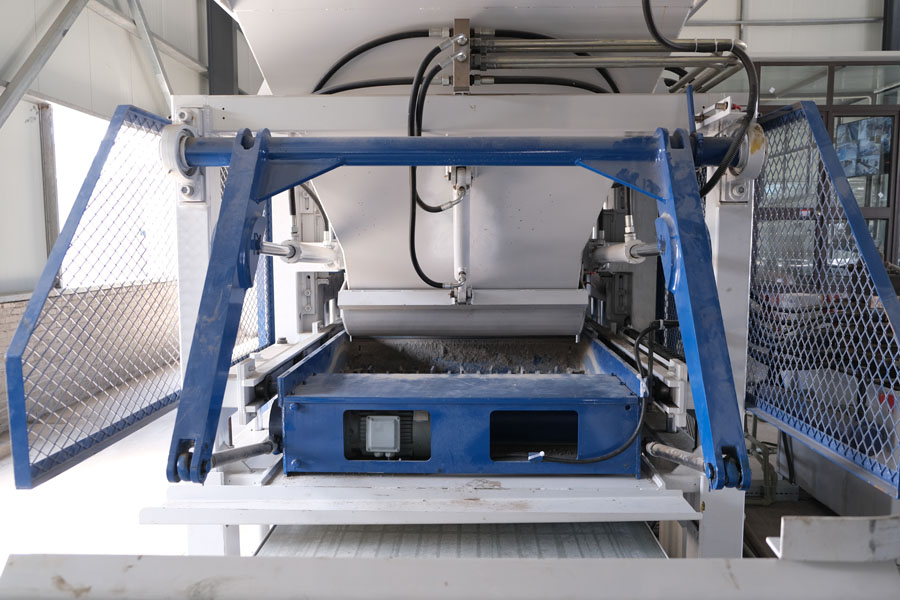
Maszyna do produkcji bloczków betonowych ZN1000C
Możesz mieć pewność, że kupisz maszynę do produkcji bloczków betonowych ZN1000C z naszej fabryki. Automatyczna linia do produkcji bloków ZN1000C z centralnym systemem sterowania, klient jest w stanie zagwarantować jakość bloków i obsługę zgodną ze standardami i wymaganiami różnych projektów. Może produkować około 800 m2 wysokiej jakości kostki brukowej dziennie (8 godzin), co może zwiększyć ich konkurencyjność w branży.
Wyślij zapytanie
Opis produktu
Możesz mieć pewność, że kupisz maszynę do produkcji bloczków betonowych ZN1000C z naszej fabryki. Maszyna blokowa ZN1000C jest produkowana w Chinach, ściśle według niemieckiej technologii i rzemiosła, przy użyciu niemieckiej technologii i jest wiodącą na świecie technologią maszyn blokowych. Niemiecka technologia znana jest ze swojej rygorystyczności i prostoty i przywiązuje większą wagę do ogólnej wydajności, wydajności i jakości maszyny. Charakterystyka maszyn do produkcji bloczków betonowych ZN1000C to bardziej stabilna wydajność, wyższa wydajność produkcji i niższy wskaźnik awaryjności. Pod względem wydajności, wydajności, oszczędności energii, ochrony środowiska i innych aspektów znacznie wyprzedza inne maszyny blokowe dostępne na rynku.
Główne cechy technologii
1) Kontrola technologii konwersji częstotliwości
Zmniejsz prąd rozruchowy silnika i sterowanie funkcją miękkiego startu, przedłuż żywotność silnika. Główny oscylator maszyny do produkcji bloczków betonowych ZN1000C przyjmuje tryb gotowości przy niskiej częstotliwości i pracę przy wysokiej częstotliwości, co poprawia szybkość działania i jakość produktu. Zmniejsz uszkodzenia mechaniczne akcesoriów i silnika, przedłuż żywotność silnika i elementów mechanicznych. Przetwornica częstotliwości oszczędza około 20%-40% mocy w porównaniu z tradycyjnym przetwornicą.

2) Niemcy, system sterowania PLC Siemens, ekran dotykowy Siemens, Niemcy
Łatwa obsługa, niski współczynnik awaryjności, stabilność pracy maszyny do produkcji bloczków betonowych ZN1000C i wysoka niezawodność. Korzystaj z najbardziej zaawansowanej technologii Internetu przemysłowego, realizuj zdalne rozwiązywanie problemów i konserwację. Sterownik PLC i ekran dotykowy korzystają razem z Internetu PROFINET, co jest wygodne do diagnostyki systemu i rozbudowy sieci WWW. Uzyskuj stałą diagnostykę problemów i system alarmowy, co jest wygodne do konserwacji maszyny i rozwiązywania problemów. Dane operacyjne PLC do trwałej konserwacji.
3) Układ wibracyjny
Stół wibracyjny składa się ze stołu dynamicznego i stołu statycznego. Kiedy zaczynają się wibracje, stół dynamiczny wibruje, stół statyczny pozostaje statyczny. Konstrukcja została zaprojektowana tak, aby zapewnić amplitudę stołu wibracyjnego, aby zapewnić wysoką jakość wyrobów betonowych. Stół wibracyjny wykonany ze stali HARDOX. Tryb wibracji: przy użyciu wibracji stołu wibracyjnego + wibracji górnej formy; instalacja silnika wibracyjnego, urządzenie tłumiące drgania i urządzenie chłodzące powietrze.
4)System karmienia
Silnik wykorzystuje silniki SEW, które sterują dwoma wałami mieszającymi. Rama podająca, płyta dolna i ostrze mieszające wykonane są ze stali HARDOX o dużej wytrzymałości, położenie płyty dolnej można regulować. System podawania posiada uszczelnienie zapobiegające wyciekom. Drzwi bramy wyładowczej sterowane są przez silnik SEW.

5) Stacja hydrauliczna
Pompy hydrauliczne i zawory hydrauliczne przyjmują międzynarodowe marki. W rurze zastosowano połączenie kołnierzowe, wygodny montaż i konserwacja. Wielopunktowy punkt wykrywania ciśnienia, wygodne wykrywanie. Cyfrowa funkcja alarmu temperatury i blokady. Połączenie silnika i pompy, połączenie kołnierzowe, dobre współosiowe. Dynamiczny zawór proporcjonalny i pompa o stałej mocy, regulacja prędkości, regulacja napięcia, oszczędność energii.

Dane techniczne
| Maks. Obszar formowania | 1100*820 mm |
| Wysokość gotowego produktu | 20-300 mm |
| Cykl formowania | 15-25 s |
| Ekscytująca siła | 80 tys |
| Rozmiar palety | 1200*870*(12-45)mm |
| Numer bloku formującego | 390*190*190mm (10 bloków/formę) |
| Stół wibracyjny | 2*7,5 kW |
| Górne wibracje | 2*0,55 kW |
| Elektryczny układ sterowania | SIEMENS |
| Całkowita waga | 42,25 kW |
| Wymiary maszyny | 12T |
Zdolność produkcyjna
| Typ bloku | Wyjście | Blok ZN1000C Maszyna do robienia |
240*115*53mm |
Liczba uformowanych bloków (blok/forma) | 50 |
| Metr sześcienny/godzina (m3/godzina) | 13-18 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 1005-1400 | |
| Ilość cegieł (bloków/m3) | 683 | |
390*190*190mm |
Liczba uformowanych bloków (blok/forma) | 9 |
| Metr sześcienny/godzina (m3/godzina) | 22,8-30,4 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 182,5-243,3 | |
| Ilość cegieł (bloków/m3) | 71 | |
400*400*80mm |
Liczba uformowanych bloków (blok/forma) | 3 |
| Metr sześcienny/godzina (m3/godzina) | 69,1-86,4 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 553-691,2 | |
| Ilość cegieł (bloków/m3) | 432-540 | |
245*185*75mm |
Liczba uformowanych bloków (blok/forma) | 15 |
| Metr sześcienny/godzina (m3/godzina) | 97,5-121,5 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 777,6-972 | |
| Ilość cegieł (bloków/m3) | 2160-2700 | |
250*250*60mm |
Liczba uformowanych bloków (blok/forma) | 8 |
| Metr sześcienny/godzina (m3/godzina) | 72-90 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 576-720 | |
| Ilość cegieł (bloków/m3) | 1152-1440 | |
225*112,5*60 |
Liczba uformowanych bloków (blok/forma) | 25 |
| Metr sześcienny/godzina (m3/godzina) | 91,1-113,9 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 728,9-911,2 | |
| Ilość cegieł (bloków/m3) | 3600-4500 | |
200*100*60 |
Liczba uformowanych bloków (blok/forma) | 36 |
| Metr sześcienny/godzina (m3/godzina) | 103,7-129,6 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 829,4-1036,8 | |
| Ilość cegieł (bloków/m3) | 5184-6480 | |
200*200*60 |
Liczba uformowanych bloków (blok/forma) | 4 |
| Metr sześcienny/godzina (m3/godzina) | 72-90 | |
| Metr sześcienny/dzień (m3/ 8 godzin) | 576-720 | |
| Ilość cegieł (bloków/m3) | 576-720 |
Gorące Tagi: Maszyna do produkcji bloczków betonowych ZN1000C, Chiny, producent, dostawca, fabryka, dostosowane, jakość, zaawansowane, CE
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.
Produkty powiązane








X
Używamy plików cookie, aby zapewnić lepszą jakość przeglądania, analizować ruch w witrynie i personalizować zawartość. Korzystając z tej witryny, wyrażasz zgodę na używanie przez nas plików cookie.
Polityka prywatności